Auf Grund der Beschränkungen einer Schlepprinne der SVA soll ein numerisches Verfahren entwickelt werden, mit dessen Hilfe die Reaktionen eines Schiffes in einem zu generierenden transienten Wellenzug für spezielle Parameterkombinationen von Geschwindigkeit und Kurswinkel simuliert werden, die durch Laborversuche in einer Längsschlepprinne nicht oder nur unzureichend abgebildet werden können. Weiterlesen „Numraos
Autor: pa
Numraos
Berechnungsverfahren zur Auslegung von Rolldämpfungstanks




Im Rahmen des vom BMWI geförderten Forschungsvorhabens ROLLTANK wurde ein Verfahren zur verbesserten Bestimmung der Strömungsvorgänge in Rolldämpfungstanks entwickelt, das zu einem verbesserten Entwurf einer solchen Anlage im Hinblick auf ein optimales Seegangsverhalten eines Schiffes genutzt werden kann. Die Verfahrensentwicklung wurde durch begleitende Laborversuche unterstützt. Durch den Einsatz einer modifizierten Rollanlage mit elektrischem Antrieb zur Anregung eines vom Schiff isolierten Rolldämpfungstanks zu definierten sinusförmigen Schwingungen konnten neben Untersuchungen eines Labormodells eines RoPax-Schiffes in der Schlepprinne weitere nützliche Daten zur Validierung des zu entwickelnden Verfahrens bereitgestellt werden.Zur Untersuchung auf der Rollanlage wurden 2 Frahmtanks und ein Boxtank konzipiert und ausgelegt. Das Versuchsprogramm umfasste Messungen mit sinusförmiger Anregung bei Variation der Frequenz, der Rollamplitude des Tanks und der Füllstandshöhe. Verschiedene Varianten von Einbauten innerhalb der Tanks wurden berücksichtigt. Die Auswertung der Messungen wurde durch Videoaufnahmen und den Einsatz von Ultraschallsonden unterstützt.
Die Laborversuche in der Schlepprinne mit eigens entworfenen Frahm- und Boxtanks wurden bei Variation von Wellenhöhe und Wellenlänge sowie der Seegangsstärke und der metazentrischen Höhe in regulären und irregulären Seegängen durchgeführt. Um definierte Randbedingungen für die Validierung zu gewährleisten, erfolgten die Versuche in Quersee ohne Fahrtgeschwindigkeit.
Für die weitere Auswertung der Laborversuche und für die Verfahrensentwicklung wurden für ausgewählte Fälle RANSE-Berechnungen durchgeführt.
Ausgangspunkt für das zu entwickelnde Verfahren war die Morison-Gleichung, die im Hinblick auf geschwindigkeits- und beschleunigungsproportionale Anteile eines entwickelten Wirbelsystems erweitert wurde. Im Ergebnis werden Beiwerte für Widerstand und Dämpfung geliefert, die in Abhängigkeit der Versperrung in den Tanks mit empirischen Formeln korrigiert werden. In der weiteren Entwicklung wurden Flachwassergleichungen verwendet, die für die entwickelten nichtlinearen Anteile erweitert wurden. Diese Gleichungen bildeten die Grundlage für anschließende nichtlineare Tankberechnungen mittels der nichtlinearen Streifenmethode ROLF. Zu diesem Zweck wurde das Verfahren ROLF im Unterschied zum Verfahren STRIP (lineare Streifenmethode aus dem Programmsystem UTHLANDE) mit zusätzlichen Tools zur Tankberechnung erweitert. Umfangreiche Simulationen wurden mit dem neuen Verfahren durchgeführt und zu deren Validierung mit den Ergebnissen der Laborversuche abgeglichen.
Die umfassende Validierung und der Vergleich mit bisherigen Verfahren zeigen, dass mit der Implementierung des neuen Verfahrens in ROLF eine schnelle und effiziente Prognose der Rolldämpfung des Tanks vor allem bei großen Rollbewegungen möglich ist. Gegenüber dem Verfahren STRIP können erstmals auch Effekte parametrischer Rollerregung bei Schiffen mit Rolldämpfungstanks ermittelt werden. Der Einsatz des Verfahrens für Projekte der Schiffbauindustrie ist deshalb in den Bereichen sinnvoll, in denen es auf möglichst geringe Rollbewegungen des Schiffes während des Einsatzes auch in extremen Seegängen ankommt, um vor allem die Gefährdung von Mannschaft und Schiff zu minimieren. Der zukünftige Markt wird neben Passagierschiffen und Yachten bei Anwendungen in Projekten der Offshoreindustrie gesehen. Dazu zählen Arbeitsschiffe und Versorger von Windkraft- und Offshoreanlagen, bei denen ein Anlegen bei starken Seegangsbewegungen möglich sein muss. Der Einsatz des Verfahrens trägt damit nicht zuletzt auch zur Erhöhung der Schiffssicherheit bei.
Autor: Dr.-Ing. Matthias Fröhlich, Schiffbau-Versuchsanstalt Potsdam GmbH
.")


Propellerfertigung
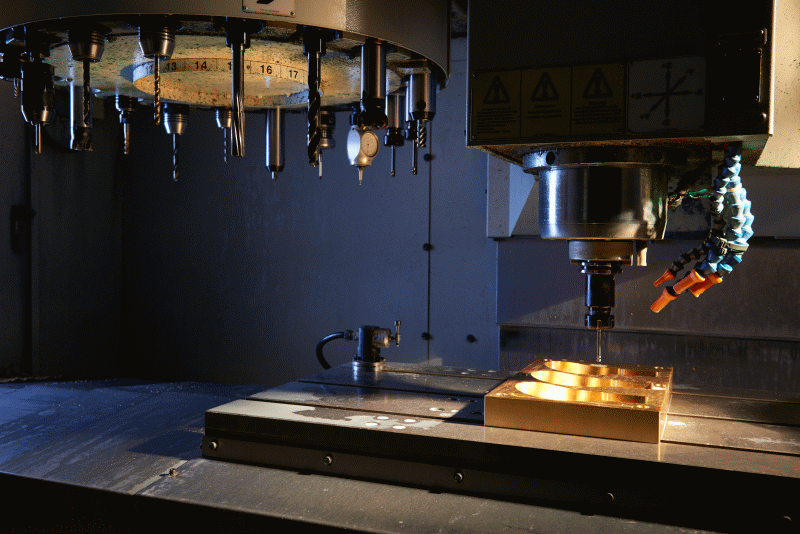
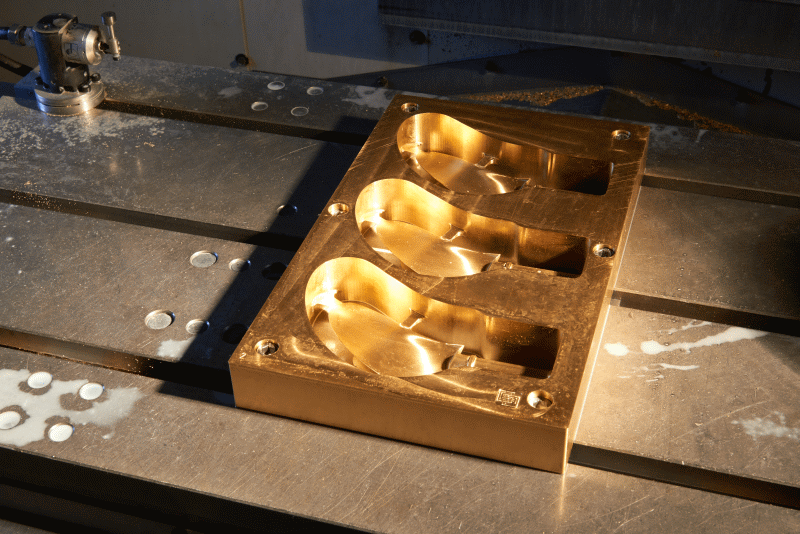
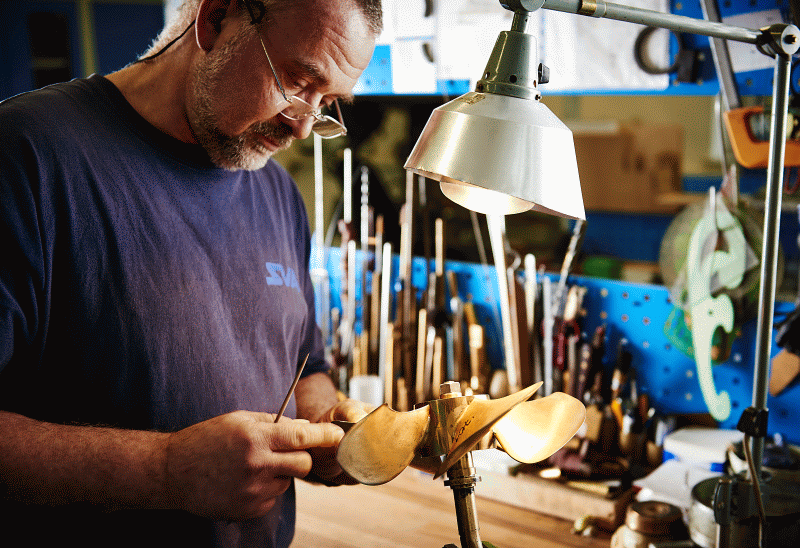
Zur Fertigung von Propellern, Anhängen und Zubehörteilen stehen der SVA Potsdam verschiedene Präzisions-Fräsmaschinen zur Verfügung.
Zyklendrehmaschine UT500
Für das Fertigen von Drehteilen (Kleinserien und Einzelteile) steht eine Zyklendrehmaschine UT 500 zur Verfügung. Durch die Möglichkeit der Freiformprogrammierung können auf der Maschine beispielsweise Propellerdüsen, Abläufe und andere Teile, die nicht rein zylindrisch sind, schnell und effizient gefertigt werden.
Hauptparameter Zyklendrehmaschine UT500 |
||
| Umlaufdurchmesser über Bett | [mm] | 510 |
| Umlaufdurchmesser über Querschlitten | [mm] | 340 |
| Umlaufdurchmesser in der Bettbrücke | [mm] | 760 |
| Spitzenweite | [mm] | 1500 |
| z-Verfahrweg | [mm] | 680 |
| Max. Drehlänge | [mm] | 1140 |
| Verfahrweg Schlitten (x-Achse) | [mm] | 310 |
Fräsmaschine UNITECH XV620-5AX
Zur Bearbeitung von komplexen Bauteilen wie Modellpropellern, Wellenböcken und Propellernaben steht eine 5-Achs-Fräsmaschine XV 620-5AX zur Verfügung. Die Maschine hat einen Arbeitsbereich von 650 x 520 x 480 mm3 und ist mit einer Antriebsleistung von 10 kW im Bereich der Feinmechanik angesiedelt.
Hauptparameter Fräsmaschine UNITECH XV620-5AX |
||
| x-Achse (Tischlängsverstellung) | [mm] | 620 |
| y-Achse (Tischquerverstellung) | [mm] | 520 |
| z-Achse (Support-Senkrechtverstellung) | [mm] | 510 |
| Werkzeugaufnahmesystem (DIN 69871) | — | Kegelschaft SK40 |
| Antriebsleistung bei S1 100% | [kW] | 10 |
| Drehmoment bei S1 100% | [Nm] | 64 |
| Drehzahlbereich | [min-1] | 0 …12000 |
Fräsmaschine UNITECH VMC1200
Zur Fertigung von Bauteilen aus Metall dient die Fräsmaschine UNITECH VMC1200. Diese zeichnet sich durch ihren großen Arbeitsbereich von 1000 x 520 x 480 mm3 aus. Die aufgesetzte, simultan gesteuerte 4. Achse ermöglicht die Fertigung von Bauteilen, die während der Bearbeitung (Gehäuse von Antrieben) geschwenkt werden müssen.
Hauptparameter Fräsmaschine UNITECH VMC1200 |
||
| x-Achse (Tischlängsverstellung) | [mm] | 1000 |
| y-Achse (Tischquerverstellung) | [mm] | 520 |
| z-Achse (Support-Senkrechtverstellung) | [mm] | 420 |
| Werkzeugaufnahmesystem (DIN 69871) | — | Kegelschaft SK40 |
| Antriebsleistung bei S1 100% | [kW] | 16 |
| Drehmoment bei S1 100% | [Nm] | 60 |
| Drehzahlbereich | [min-1] | 0 …15000 |
CFD-gestützte Optimierung einer Propellerstrahlumlenkung hinter einem Binnen-Eisbrecher
Die Schiffbau-Versuchsanstalt Potsdam GmbH (SVA) wurde von der Fachstelle Maschinenwesen Mitte (FMM) beim Wasser- und Schifffahrtsamt Minden beauftragt, eine Strahlumlenkung hinter einem Schiff zu entwerfen und zu berechnen. Der Binnen-Eisbrecher „Turmfalke“ soll während der eisfreien Zeit unter anderem zum Aufwirbeln und Wegspülen von am Gewässerboden abgelagertem Schlick genutzt werden. Der Propellerstrahl des Schiffes soll mit einer Vorrichtung so umgelenkt werden, dass eine möglichst gute Aufwirbelung von abgelagertem Schlick am Gewässerboden erreicht wird. Die Funktionsweise eines ähnlichen Systems wurde dem Auftraggeber durch ein anderes Unternehmen bereits mehrfach unter Beweis gestellt.
Die Aufgabenstellung wurde in 4 Arbeitspakete gegliedert. In einer Vorstudie sollten verschiedene mögliche Umlenkvorrichtungen grundlegend miteinander verglichen werden. Anschließend sollte eine ausgewählte Variante hinsichtlich ihrer Wirkung am Gewässerboden optimiert werden. Darauf folgten die Untersuchung zur Wirksamkeit bei verschiedenen Wassertiefen sowie die Untersuchung verschiedener Steuerklappen zur Unterstützung der Manövrierbarkeit.
Schiff und Propeller
Hauptabmessungen des Schiffes |
||
| Länge zwischen den Loten | LPP [m] | 20.13 |
| Breite | B [m] | 7.10 [m] |
| Tiefgang | T [m] | 1.40 |
| Verdrängung | ∇ [m3] | 114.6 |
Mit Hilfe eines Probefahrtprotokolls eines Schwesterschiffs wurde ein Propeller der Wageningen B-Serie ermittelt, der ungefähr die Kennwerte der Probefahrt erreicht. Die radiale Schub- und Momentenverteilung dieses Propellers wurde mit dem SVA-eigenen Programm VORTEX bestimmt und durch eine Actuator-Disc in den CFD-Berechnungen modelliert.
Umlenkvorrichtung
Die Geometrie der Umlenkvorrichtung unterlag nur wenigen Beschränkungen. So sollte der Tiefgang der Umlenkvorrichtung nicht den des Schiffs überschreiten. Weiterhin war auf die Realisierbarkeit mit einfachen Stahlbaumethoden zu achten.
Randbedingungen
Der Tiefgang des Schiffs in den Berechnungen beträgt T = 1.4 m. Die Wassertiefe wurde in der Vorstudie und während der Optimierung auf h = 2.5 m festgelegt. Für die Ermittlung der Effektivität bei anderen Wassertiefen konnte die Wirkung der Strahlumlenkung bei h = 2 m, h = 3 m und h = 4 m berechnet werden. Die Geometrie des Eisbrechers wurde vom Kunden bereitgestellt. Am Ort des Propellers wurde eine zylindrische Region definiert, in der die Volumenkraft der Actuator-Disc induziert wurde. Nach unten wurde das Berechnungsgebiet vom Gewässerboden beschränkt, nach oben von der als fest definierten Wasseroberfläche. Für die Vorstudie wurde ein symmetrisches Problem angenommen (Berechnung des halben Schiffs / der halben Domain, kein Drall im Propellerstrahl), um die Rechenzeit zu verkürzen. Für die Optimierung der hieraus ausgewählten Variante wurde das gesamte Strömungsgebiet um das Schiff berechnet.
Auswertung der numerischen Berechnungen
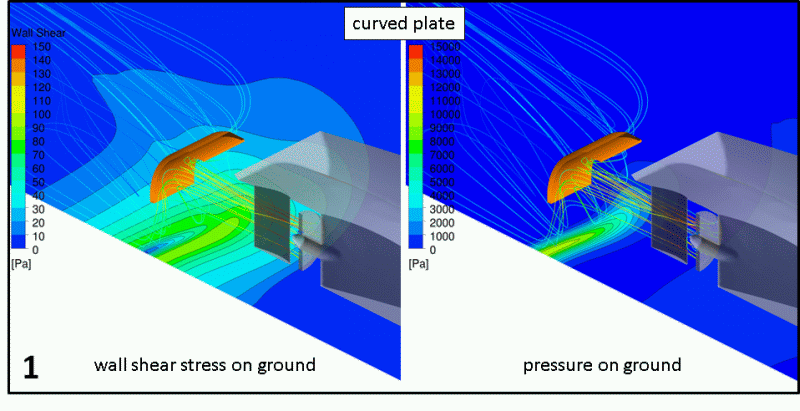
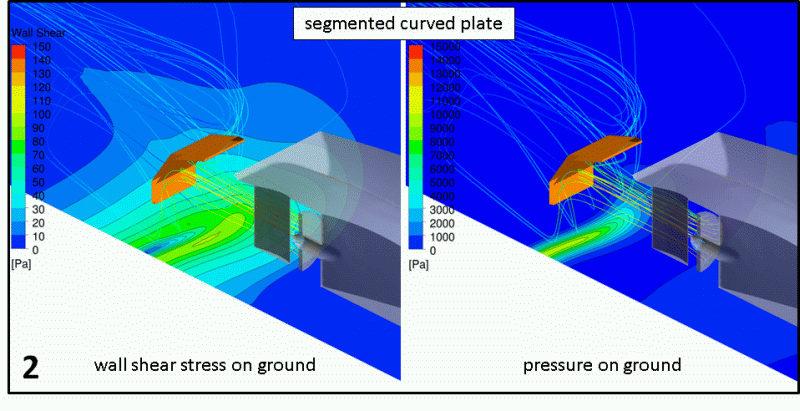
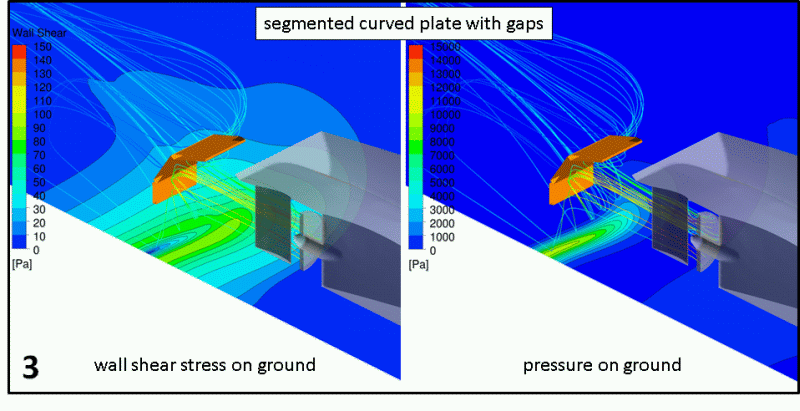
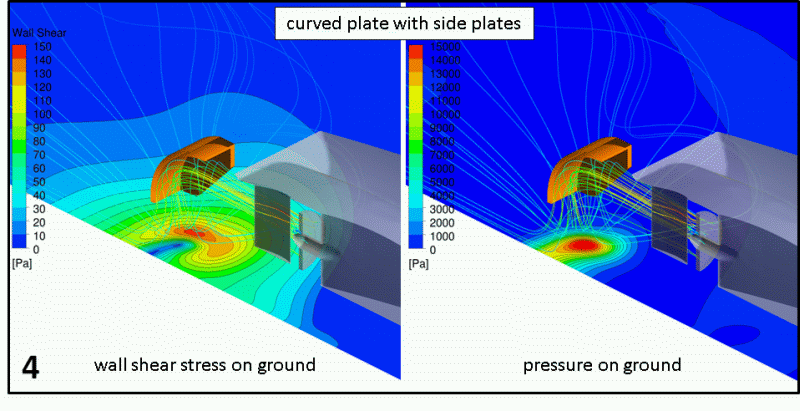
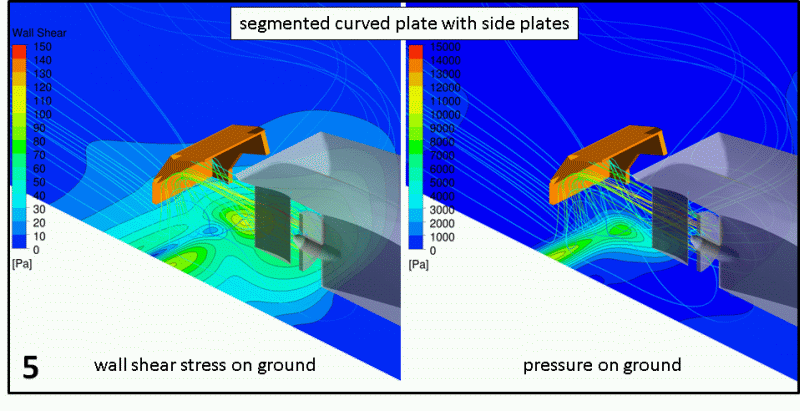
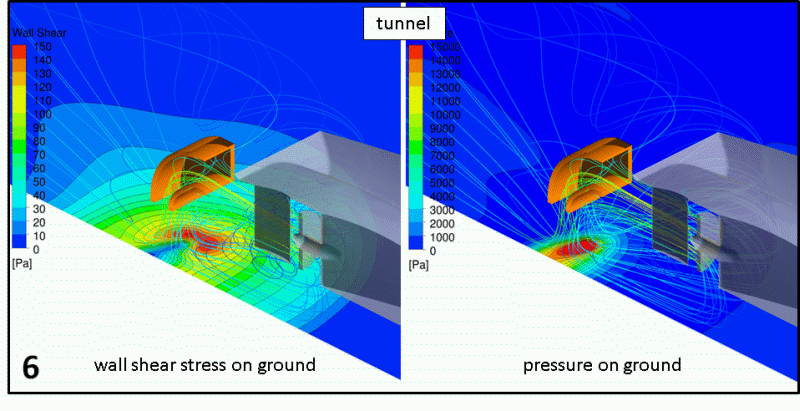
Berechnet werden sollte die Wirkung der Strahlumlenkung auf dem Gewässerboden. Die Sandrauhigkeit des angenommenen Schlickbodens betrug k = 0.06 mm (Literaturangabe in Absprache mit dem Kunden). Durch den als fest angenommenen Boden konnte keine Änderung der Bodentopologie durch die Strahlwirkung erfasst werden. Schlick ist eine Binghamsche Flüssigkeit, die ab einer bestimmten Scherspannung zu fließen beginnt. Daher war das für die Auslegung wesentliche Gütekriterium die Größe der Fläche des Gewässerbodens, auf der eine Wandschubspannung von τ = 120 Pa überschritten wird. Als ein weiteres Bewertungskriterium konnte der Druck auf den Boden ausgewertet werden.
Vergleich verschiedener Umlenkvorrichtungen – Vorstudie
Bei den Berechnungen zeigte sich, dass für eine effektive Strahlumlenkung eine Seitenplatte erforderlich ist. Hierdurch wird ein Ausweichen des Strahls zur Seite deutlich reduziert. Ohne Seitenplatte wird die erforderliche Wandschubspannung von τ = 120 Pa nicht erreicht. Strömungsdurchlässige Spalten in der Umlenkvorrichtung sollten möglichst vermieden werden, da diese die Wirkung der Umlenkvorrichtung erheblich reduzieren. Die Abbildungen zeigen die resultierenden Werte in Abhängigkeit von der gewählten Geometrievariante (Bilder 1-6). Die geschlossene Tunnel-Variante (Bild 6) war am effektivsten und wurde vom Kunden für eine Optimierung ausgewählt.
Optimierung der Tunnelvariante
Für die Geometrieoptimierung des Tunnels wurde ein Parametermodell im CAE Programm „CAESES“ entwickelt. Die Breite der Eingangsfläche wurde auf 1.30 m festgelegt. So ist die Funktion auch bei leichten Ruderausschlägen gewährleistet. Durch die Abhängigkeit der Geometrie von definierten Parametern ließ sich diese für die Optimierung vollautomatisch verändern. Die Höhe der Oberkante des Tunneleingangs, die Höhe der Eintrittsfläche, die Länge des Tunnels, das Verhältnis von Eingangsfläche/Ausgangsfläche sowie das Verhältnis von Länge/Breite der Ausgangsfläche wurden mittels Parametervariation hinsichtlich der resultierenden Bodenfläche mit einer Wandschubspannung von τ > 120 Pa optimiert.
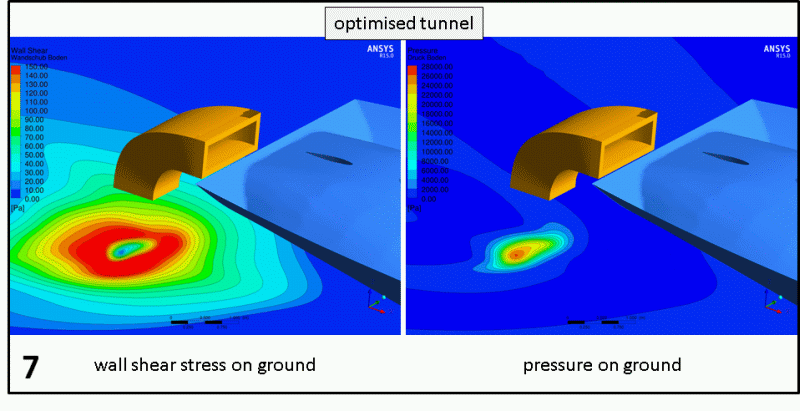
Ergebnis der Optimierung
Die Oberkante des Tunnels liegt genau unter der Wasseroberfläche. Um ein Überströmen der Umlenkvorrichtung zu vermeiden, sollte der Bereich zwischen Schiff und Umlenkvorrichtung an der Wasseroberfläche abgedeckt sein. Die Breite der Wandschubspannung mit τ > 120 Pa liegt bei etwa 2.5 m, die Länge bei etwa 2 m. Die Wandschubspannung und der Druck am Gewässerboden, welche von der optimalen Tunnelvariante generiert werden, zeigt Bild 7.
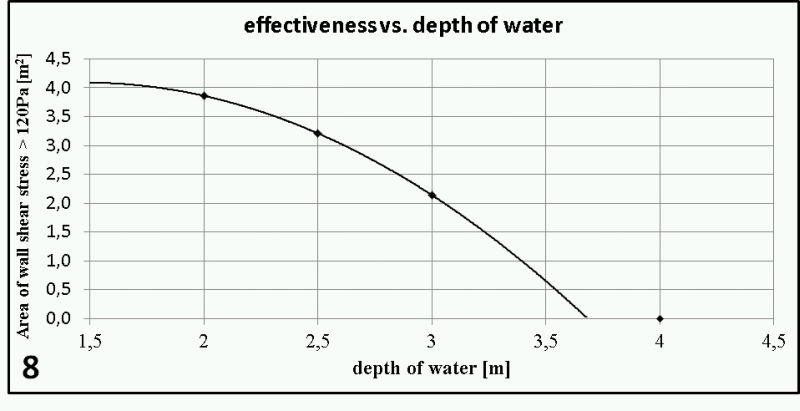
Um die Wirksamkeit der optimierten Tunnelgeometrie bei verschiedenen Wassertiefen einschätzen zu können, wurden zusätzliche Rechnungen bei h = 2, 3 und 4 m durchgeführt. Es zeigt sich eine moderate Abnahme der Wirksamkeit mit der Wassertiefe. Bei 4 m Wassertiefe werden 120 Pa Wandschubspannung nicht mehr erreicht (s. Diagramm in Bild 8).
Bewertung der Ergebnisse
Aufgrund der Vereinfachungen (feste Wasseroberfläche, quasi statische Berechnungen, Actuator-Disc, keine Änderung der Bodentopologie) können die Ergebnisse nur qualitativ sein. Der Druck auf den Gewässerboden entspricht bis zu 28.000 Pa (N/m2) bei einer Wassertiefe von h = 2.5 m. Ein solcher Druck sollte zu einer Deformation von Schlick am Gewässerboden führen (ausgespültes Loch) welche die Spülwirkung nochmals deutlich erhöhen wird.
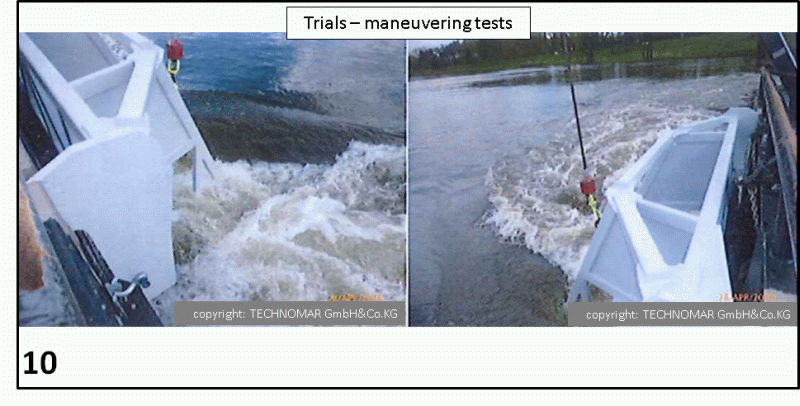
Vergleich Theorie (Arbeiten der SVA) und Praxis (siehe unten)
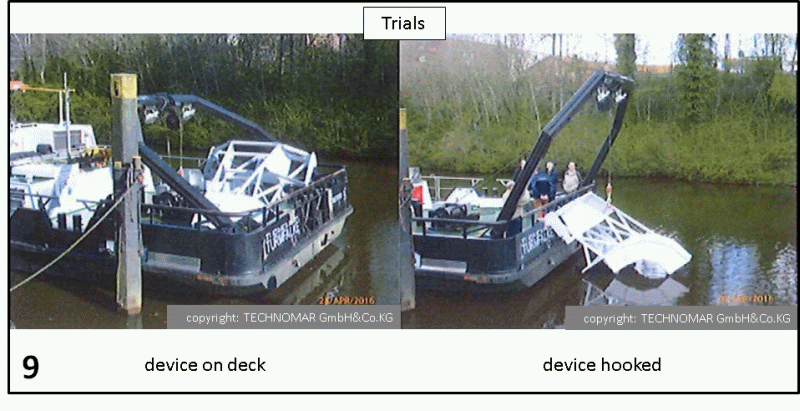
Die Optimierung der Vorrichtung erfolgte bei einer niedrigen Systemgeschwindigkeit, da der Selbstpropulsionspunkt in den Berechnungen für PMotor = 2/3 PMotor max bei unter 5 km/h erreicht wurde. Die Vorrichtung scheint in der Realität jedoch einen deutlich geringeren Widerstand zu erzeugen. Dies lässt vermuten, dass die Vorgabe einer „festen“ Wasseroberfläche trotz einer Platte zwischen Tunneleingang und Schiff (siehe Bilder 9-11) unter diesen Umständen nicht optimal ist. Die Vorrichtung wird im Betrieb deutlich überspült. Um die Geschwindigkeit zu reduzieren soll der Propellerstrahl zukünftig noch durch zusätzlich seitliche Bleche eingeschränkt werden.
Reale Umsetzung der Strahlumlenkung
Alle folgend dargestellten Inhalte wurden von der Firma „TECHNOMAR GmbH&Co.KG“ verfasst und uns durch die Fachstelle Maschinenwesen Mitte beim Wasser- und Schifffahrtsamt Minden aus dem Probefahrtprotokoll zur Verfügung gestellt.
Manövrierverhalten
Das Schiff führt Rudermanöver zuverlässig aus, auch bei Rückwärtsfahrt treten keine Probleme auf. Das Gerät verringert die Schiffsgeschwindigkeit unter Volllast von 15 km/h auf 12 km/h. Aussage des Schiffsführers: „Ein sicheres Manövrieren ist möglich. Es gibt keine Einschränkungen“.
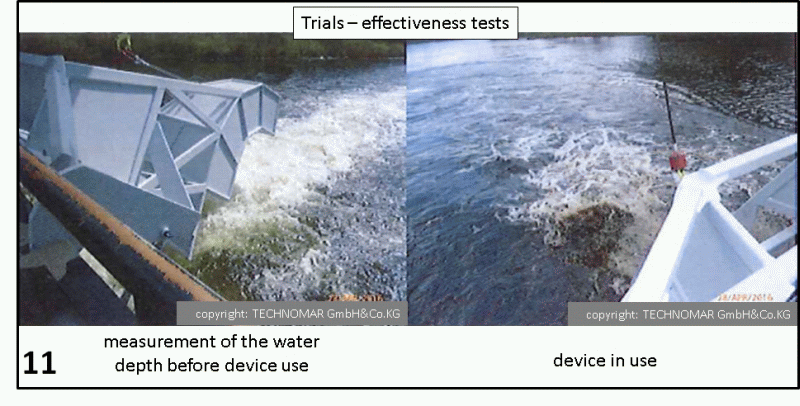
Überprüfen der Wirksamkeit
Die vorgesehene Teststrecke wurde durchfahren und die Wassertiefen abgelesen. Die Wassertiefe lag um 2.4 m im Mittel. Dann wurde mit verschiedenen Fahrstufen eine Strecke von 400 bis 500 m in insgesamt 3 Durchgänge abgefahren. Beim Spülvorgang war das aufgewirbelte Wasser tief schwarz und Sedimente kamen an die Oberfläche. Nach dem 3. Durchgang zeigten sich Gasblasen, also Faulgase, an der Oberfläche. Der Versuch wurde damit beendet und das Gerät aus dem Wasser genommen. Die Teststrecke wurde wieder durchfahren und die Wassertiefe ermittelt. Diese lag nun um ca. 2.80 m. Das Fahrwasser wurde bei diesem Versuch um ca. 40 cm vertieft. Die Schubumlenkung muss nun in weiteren Versuchen auf die Wirksamkeit des Spülens getestet werden. Diese wird vom WSA-Meppen ausgeführt und entsprechend dokumentiert. Alle Beteiligten sind der Meinung, dass das Gerät eine Verbesserung beim Bekämpfen des Schlickproblems auf der Ems darstellt.
Mit freundlicher Genehmigung der:
Fachstelle Maschinenwesen Mitte
beim Wasser- und Schifffahrtsamt Minden
Am Hohen Ufer 1-3
32425 Minden
Autor: Dipl.-Ing. E. Schomburg
ProRatio
Ziel des Forschungsvorhabens ist es, die Aussagefähigkeit von Propulsionsmessungen im Modell- und Großausführungsmaßstab zu erhöhen und den zeitlichen Aufwand für Modellversuche zur Leistungsbestimmung von Schiffen zu reduzieren. Bei der quasistationären Methode wird davon ausgegangen, dass die instationären Bedingungen im quasistationären Modellversuch die entsprechenden stationären Bedingungen repräsentieren. Weiterlesen „ProRatio
OWT
Im FuE-Vorhaben sollen die Herausforderungen an die Versuchstechnologien sowie die Auswert- und Prognoseverfahren infolge der aktuellen Entwicklung im Propellerentwurf und –betrieb analysiert und Anweisungen für die Durchführung, Auswertung und Integration von Freifahrtversuchen in den Prozess der Bewertung von Propellern durch Freifahrtkennlinien und Propulsionsprognosen erarbeitet werden. Weiterlesen „OWT
„