The aim of the project is to improve the experimental prediction of the sound level spectra emitted by ships and propulsion systems. In contrast to the usual approach of deriving the sound level prediction solely from measurements in the cavitation tunnel, acoustic measurements are also to be carried out in the towing tank and included in the prediction. Continue reading “Akustik
(09/2019 – 02/2022)”
Author: pa
Akustik
MESA
(07/2019 – 10/2021)
In the project, the experimental and computational methods for predicting the characteristic values of azimuthing drive systems where further developed and improved. The focus was better consideration of the gap effects between the propeller hub and gondola as well as the shaft and end plate in the test evaluation, verification of the suitability of quasi-stationary measurements and the analysis of the scale effects on the measurement results. Continue reading “MESA
(07/2019 – 10/2021)”
PSDMan
(07/2019 – 06/2022)
Within the scope of the project, the influence of pre-swirl ducts (PSD) on the manoeuvring behaviour of complete ships, in particular the course stability, and the interaction of the pre-swirl duct with rudder and propeller will be investigated. Continue reading “PSDMan
(07/2019 – 06/2022)”
Visit from the German Bundestag at SVA Potsdam
September, 20th saw a high rank visit from the German Bundestag at SVA Potsdam in the course of the “ZUSE-TAG REGIONAL” event. Please read the full article (in German only) here.
Mini Cupper Race 2018


On May 17th the traditional Mini Cupper Race of the Lürssen Group took place again. After last year’s race was cancelled due to adverse weather conditions, this year 22 yachts met for the 11th contest of this cup.
After a short explanation of the sailing and racing rules for the less experienced steersmen the race started. Under best weather conditions with a force 3 wind 7 challenges could be accomplished, seeing Lürssen-Kröger’s yacht with steersman Dietrich Kirchner clearly standing out against the competitors. With its CEO Dr. Christian Masilge at the joy stick of the remote control SVA Potsdam gained the 2nd place in the overall ranking, and the 3rd place was taken by Oldenburger Yacht Interior GmbH & Co. KG with steersman Jan Schoepe.
The race is being organised by Lürssen Group since 2007, featuring models of the Mini Cupper class with an overall length of 1.3 m at a weight of 8 kg. Eligible participants to this invitational tournament are business partners, customers and suppliers of the Lürssen Group. All yacht models are identical in order to maintain fair competition conditions.
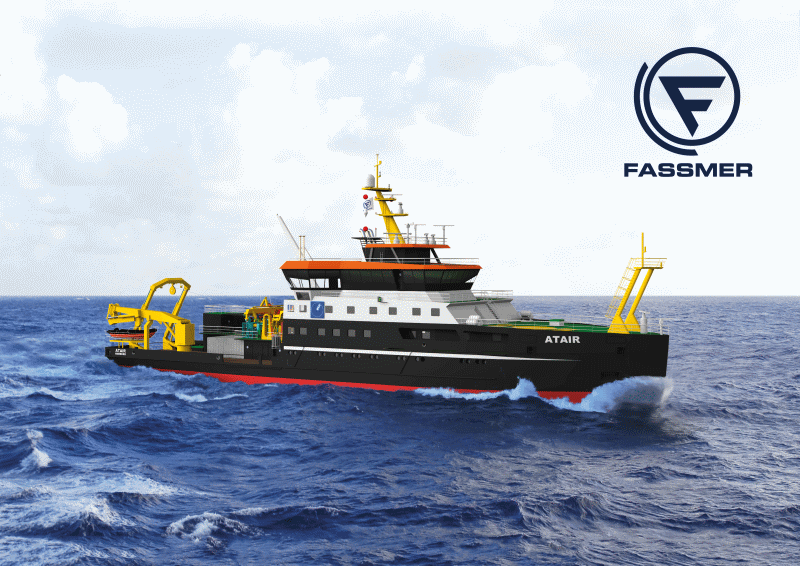
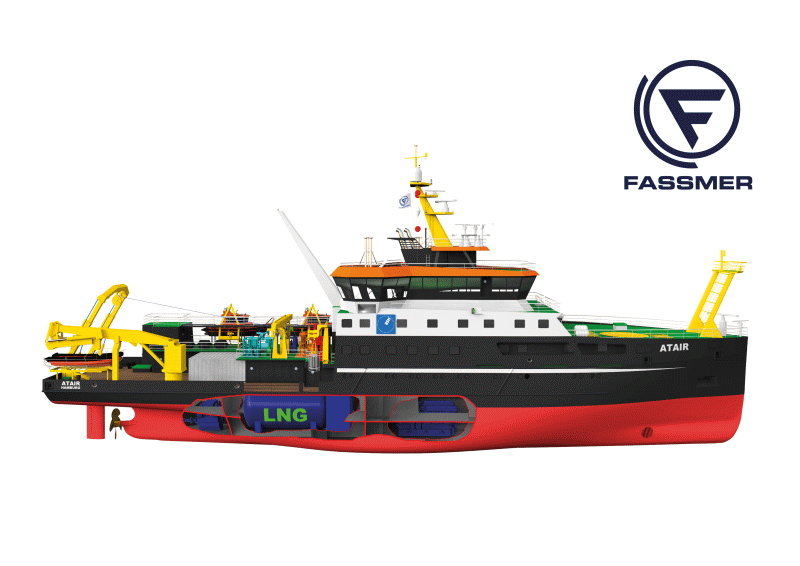
Research Vessel ATAIR Laid on Keel
On December 20th, 2017 the research vessel ATAIR was laid on keel at Fassmer Shipbuilding Company. The vessel was ordered by German “Bundesamt für Seeschifffahrt und Hydrographie” (Federal Maritime And Hydrographic Agency). Prior to keel laying, extensive model tests in calm water and in seaways had been conducted at SVA Potsdam GmbH.
The ship overall length is 75 m with a moulded breadth of 17 m at a design draught of 5 m. It must be emphasized that ATAIR will be the first seagoing LNG driven ship of the German Federal Administration. The propeller has to fulfill the Silent-R classification requirements of DNV GL and was developed by SVA Potsdam. Both cavitation tests and pressure pulse measurements showed that the propeller design will meet these requirements.
The new ATAIR will replace the 30 years old precursor ship and will be put into service in 2020.