
Modellwerkstatt

Die Schiffsmodellrohlinge werden aus stabverleimten Abachiholz hergestellt.
Wasserstrahlschneidanlage
Die Bauteile werden rechnergestützt erstellt und mittels einer Hochdruck-Wasserstrahlschneidanlage gefertigt (3500 bar). Die Anlage schneidet die Teile passgenau und in schneller Abfolge effizient aus. Die Wasseraufnahme der Schnittteile ist sehr gering und lässt eine Weiterverarbeitung der Rohlinge nach einer Trockenzeit von einem Tag zu. Die Maschine hat einen Arbeitsbereich von 2000 mm x 4000 mm und ist darüber hinaus in der Lage bis zu 120 mm Stahl zu schneiden.

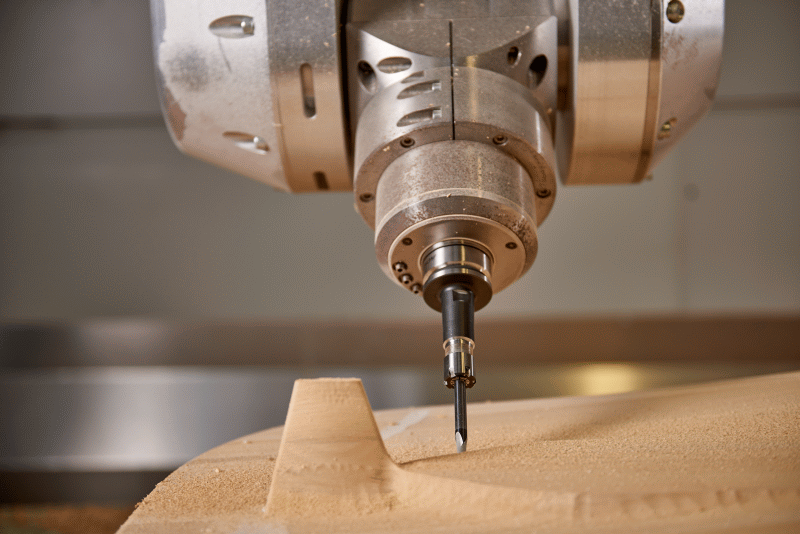
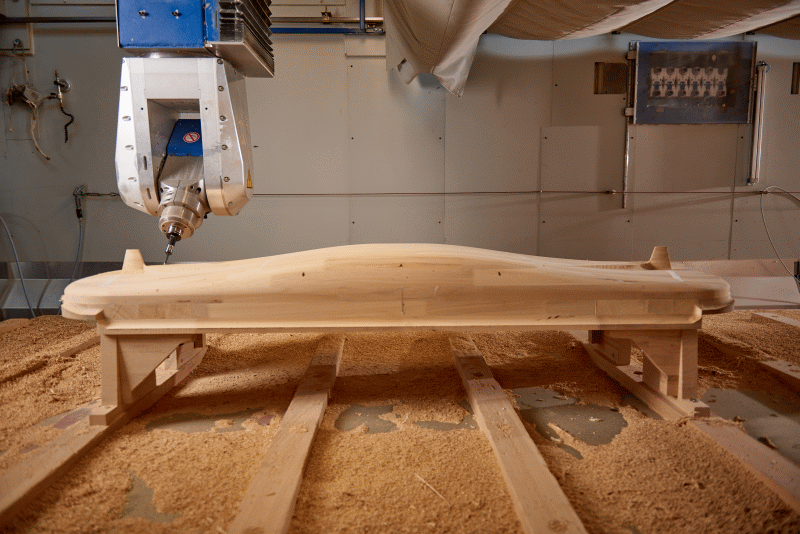
5-Achs-Fräsmaschine
Die verleimten Schiffsrohlinge werden auf der 5-Achs-Fräsmaschine, Fabrikat Huber& Grimme, mit Hilfe von Schrupp- und Schlichtfräsoperationen komplett bearbeitet und erreichen dabei ein nahezu perfektes Oberflächenfinish. Mit einem einmaligen manuellen Oberflächenschliff nach dem Fräsprozess ist das Modell zur weiteren Bearbeitung vorbereitet. Mit dem Einsatz der 5-Achs-Fräse werden die Anforderungen der ITTC hinsichtlich der Genauigkeit von Schiffsmodellen erfüllt (±1 mm, 0.5 % Lpp). Die Maschine hat ein maximalen Arbeitsbereich von 8000 mm x 2500 mm x 1200 mm, eine Bearbeitungsgeschwindigkeit von bis zu 40 m/min und eine maximale Drehzahl von 24000 U/min.
Zur Fertigung von Propellern, Anhängen und Zubehörteilen stehen der SVA Potsdam verschiedene Präzisions-Fräsmaschinen zur Verfügung.
Zyklendrehmaschine UT500
Für das Fertigen von Drehteilen (Kleinserien und Einzelteile) steht eine Zyklendrehmaschine UT 500 zur Verfügung. Durch die Möglichkeit der Freiformprogrammierung können auf der Maschine beispielsweise Propellerdüsen, Abläufe und andere Teile, die nicht rein zylindrisch sind, schnell und effizient gefertigt werden.
Hauptparameter Zyklendrehmaschine UT500 |
||
| Umlaufdurchmesser über Bett | [mm] | 510 |
| Umlaufdurchmesser über Querschlitten | [mm] | 340 |
| Umlaufdurchmesser in der Bettbrücke | [mm] | 760 |
| Spitzenweite | [mm] | 1500 |
| z-Verfahrweg | [mm] | 680 |
| Max. Drehlänge | [mm] | 1140 |
| Verfahrweg Schlitten (x-Achse) | [mm] | 310 |
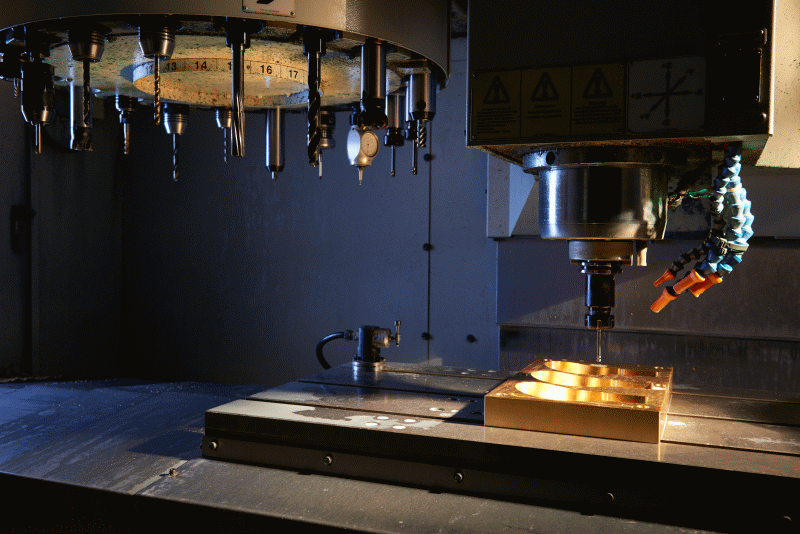
Fräsmaschine UNITECH XV620-5AX
Zur Bearbeitung von komplexen Bauteilen wie Modellpropellern, Wellenböcken und Propellernaben steht eine 5-Achs-Fräsmaschine XV 620-5AX zur Verfügung. Die Maschine hat einen Arbeitsbereich von 650 x 520 x 480 mm3 und ist mit einer Antriebsleistung von 10 kW im Bereich der Feinmechanik angesiedelt.
Hauptparameter Fräsmaschine UNITECH XV620-5AX |
||
| x-Achse (Tischlängsverstellung) | [mm] | 620 |
| y-Achse (Tischquerverstellung) | [mm] | 520 |
| z-Achse (Support-Senkrechtverstellung) | [mm] | 510 |
| Werkzeugaufnahmesystem (DIN 69871) | — | Kegelschaft SK40 |
| Antriebsleistung bei S1 100% | [kW] | 10 |
| Drehmoment bei S1 100% | [Nm] | 64 |
| Drehzahlbereich | [min-1] | 0 …12000 |
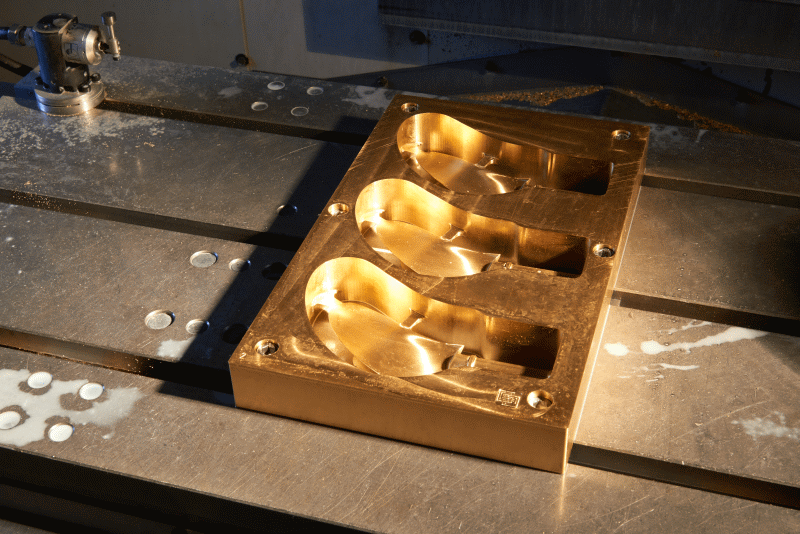
Fräsmaschine UNITECH VMC1200
Zur Fertigung von Bauteilen aus Metall dient die Fräsmaschine UNITECH VMC1200. Diese zeichnet sich durch ihren großen Arbeitsbereich von 1000 x 520 x 480 mm3 aus. Die aufgesetzte, simultan gesteuerte 4. Achse ermöglicht die Fertigung von Bauteilen, die während der Bearbeitung (Gehäuse von Antrieben) geschwenkt werden müssen.
Hauptparameter Fräsmaschine UNITECH VMC1200 |
||
| x-Achse (Tischlängsverstellung) | [mm] | 1000 |
| y-Achse (Tischquerverstellung) | [mm] | 520 |
| z-Achse (Support-Senkrechtverstellung) | [mm] | 420 |
| Werkzeugaufnahmesystem (DIN 69871) | — | Kegelschaft SK40 |
| Antriebsleistung bei S1 100% | [kW] | 16 |
| Drehmoment bei S1 100% | [Nm] | 60 |
| Drehzahlbereich | [min-1] | 0 …15000 |

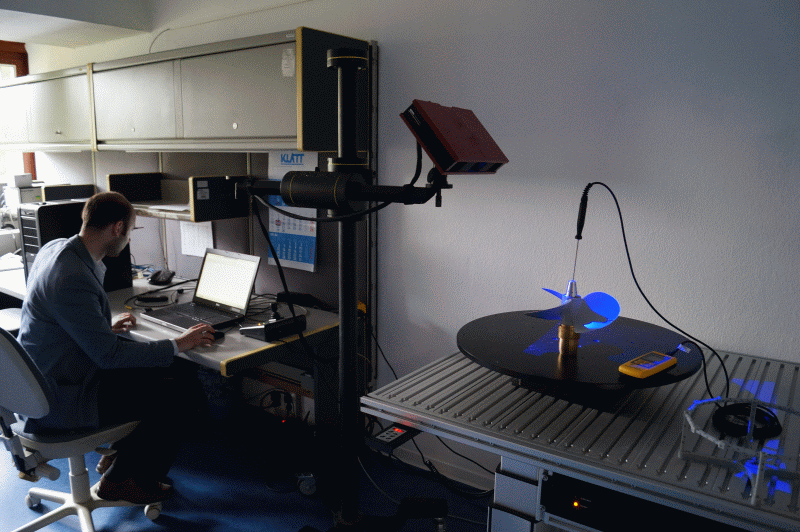
Die SVA verfügt über ein 3D-Scannersystem (ATOS Core 300) mit folgenden Parametern:
- Genauigkeit 18 µm
- Objektgröße bei hoher Genauigkeit (18 µm) 300 x 230 x 300 mm³
- Objektgröße bei geringerer Genauigkeit (50 µm) 600 x 600 x 600 mm³
- Manuelle zwei Achsen Verstelleinrichtung (Hubtisch, Drehtisch)
- Projektion von 3D-Elementen
- Automatische Berichtserstellung
Das ATOS Core 300 wird wie folgt in der Fertigung und Gütekontrolle genutzt:
- Scannen der Geometrie nach dem Fräsen (Modell befindet sich noch im Fräsblock), wenn das vorgegebene Aufmaß örtlich nicht erreicht wurde, wird der Fräsprozess weitergeführt
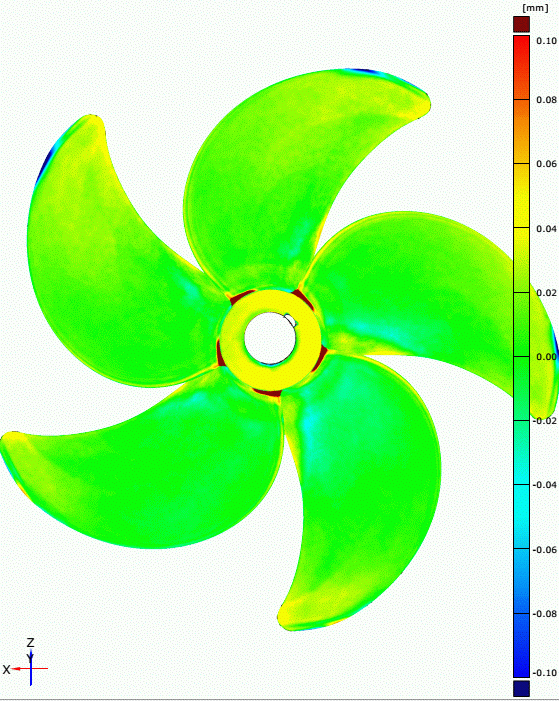
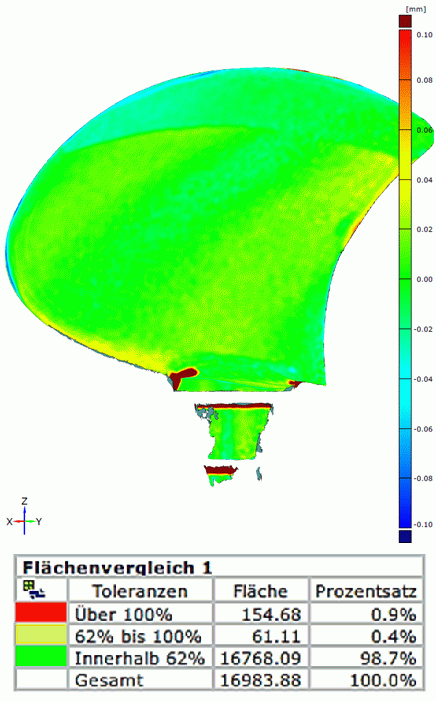
- Scannen des Modells nach der Herauslösung aus dem Fräsblock, Auswertung des Soll-Ist-Vergleichs mit Mitarbeitern der Werkstatt zur Präzisierung der Arbeitsschritte in der manuellen Endfertigung
- Scannen des Modells nach Fertigstellung, Analyse des Soll-Ist-Vergleichs und Erstellung des Nachweises über die Einhaltung der Qualitätskriterien, Erstellung eines Prüfberichtes
Weiterhin werden mit dem 3D-Scanner Geometrien von vorhandenen Messsystemen, Bauteilen, Versuchsobjekten erfasst und für die Verwendung in neuen Versuchsanordnungen bereitgestellt.

Technische Daten |
|||
| Max. Bauteillänge | x-Achse | [mm] | 340 |
| y-Achse | [mm] | 340 | |
| z-Achse | [mm] | 340 | |
| Auflösung | Schichtdicke | [µm] | 16 |
| x-Achse | [dpi] | 600 | |
| y-Achse | [dpi] | 600 | |
| z-Achse | [dpi] | 1600 | |
| Genauigkeit | Bauteile >= 50 mm | [µm] | 200 |
| Bauteile < 50 mm | [µm] | 20…85 | |
